

Variables que afectan la calidad del corte con plasma
COTIZAR SERVICIO DE CORTE CON PANTOGRAFO EN MONTERREY CLICK AQUÍ
Variables que afectan la calidad del corte con plasma
 COTIZAR SERVICIO DE CORTE CON PANTOGRAFO EN MONTERREY CLICK AQUÍ
COTIZAR SERVICIO DE CORTE CON PANTOGRAFO EN MONTERREY CLICK AQUÍ
Variables que afectan la calidad del corte con plasma
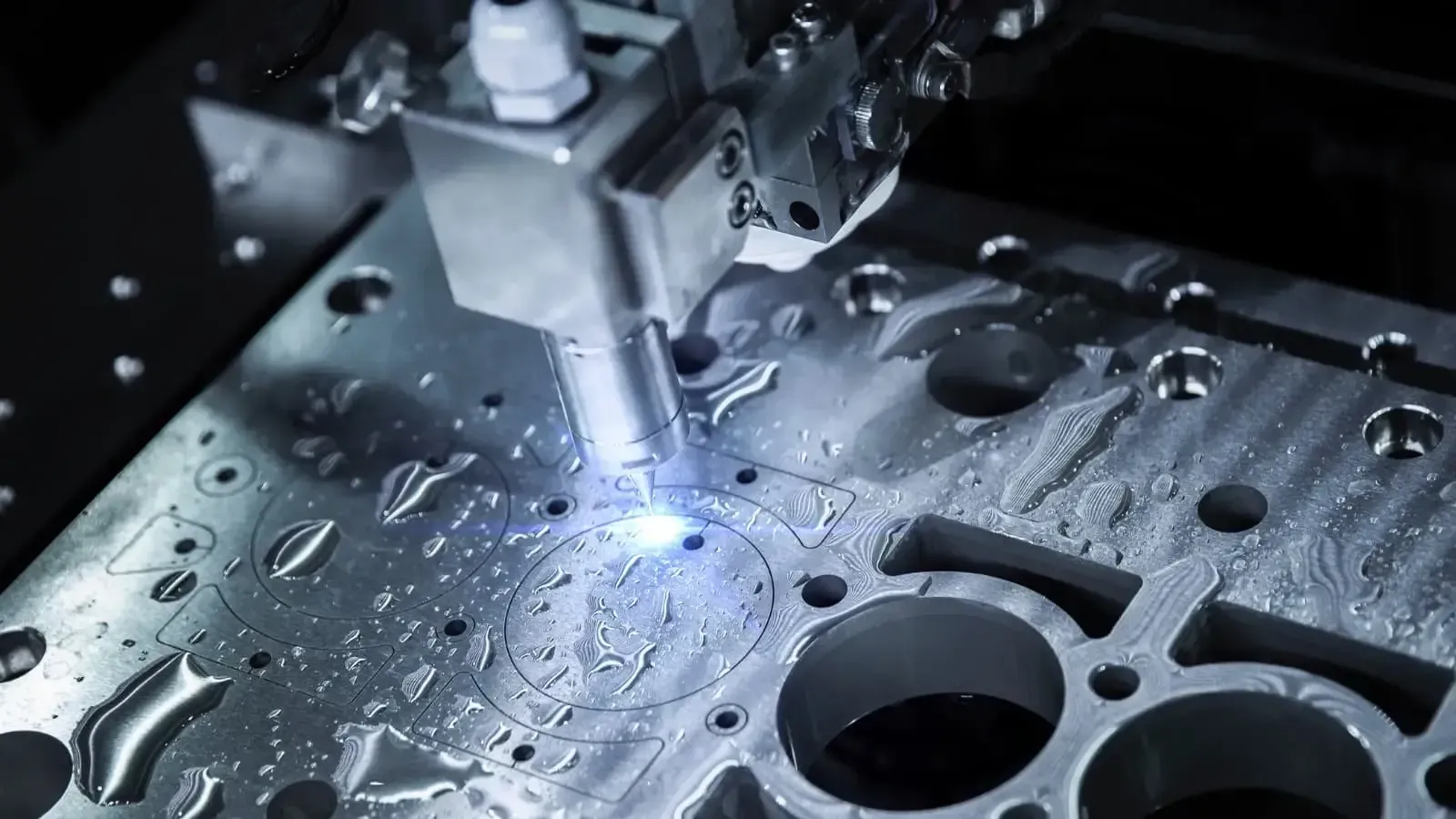
Al igual que cualquier proceso de corte, hay muchas variables que afectan la calidad del corte por plasma. Algunas de estas variables son:
- Tipo de antorcha
- Alineación de la antorcha
- Condición de los consumibles
- Tensión de arco o altura de corte
- Tipo de gas
- Pureza del gas
- Caudal y presión del gas
- Grosor del material
- Composición del material
- Condición de la superficie
- Corriente de corte
- Tamaño del orificio de la boquilla
- Velocidad de corte (es decir, tasa de desplazamiento de la máquina)
La mayoría de estas variables son interdependientes, lo cual significa que si modifica una variable, las otras se ven afectadas. Puede ser difícil resolver cómo solucionar los problemas de calidad del corte; por lo tanto, se reunió la siguiente información con el objeto de brindar las soluciones usuales a algunos problemas típicos de calidad del corte. Para comenzar, seleccione la condición más destacada:
- Ángulo de corte
- Planeidad del corte
- Rugosidad de la superficie
- Escoria
Los parámetros de corte recomendados usualmente dan la mejor calidad de corte, por lo tanto, consulte el manual de datos de corte de su sistema para ver cuáles son. En ocasiones, las condiciones pueden variar y es necesario realizar leves ajustes. De ser así:
- Realice cambios en pequeños incrementos en la presión y el flujo del gas.
- Ajuste la tensión de arco en incrementos de una unidad, hacia arriba o hacia abajo, según sea necesario.
- Ajuste la velocidad de corte en incrementos de cinco porciento o menos hasta que mejoren las condiciones.

Todo sobre el corte CNC 2D, 2.5D y 3D

Procedimiento de perforación con oxicorte

Métodos de corte para la industria siderúrgica

Corte y punzonado industrial CNC en Monterrey

3 técnicas clave de mecanizado para piezas metálicas La fabricación de metales es una industria en constante crecimiento, capaz de producir desde grandes estructuras como armazones automotrices, fuselajes, puentes o torres, hasta componentes más pequeños como tuberías, escaleras o elementos decorativos. Sin importar la aplicación final, este proceso se basa en tres técnicas fundamentales: corte, doblado y ensamblado. 1. Corte de metal El primer paso consiste en cortar la placa metálica con alta precisión según las especificaciones del proyecto. Existen distintos métodos, entre los más utilizados: Corte por plasma: utiliza un arco eléctrico que ioniza el aire, generando una llama capaz de cortar metales conductores como acero inoxidable y aluminio. Corte con oxicombustible: emplea una llama precalentada y oxígeno puro para cortar metales ferrosos como el acero al carbono. Corte por chorro de agua: utiliza un chorro de agua a alta presión que permite cortes precisos sin generar calor. Hoy en día, muchos procesos se realizan con tecnología CNC, optimizando tiempos, materiales y precisión. 2. Doblado de metal Una vez cortado, el material puede ser doblado para obtener la forma requerida. Las prensas plegadoras son ampliamente utilizadas, ya que permiten moldear láminas metálicas con alta precisión mediante el uso de troqueles. Además, estos procesos pueden automatizarse para aumentar la eficiencia y reducir errores. 3. Ensamblado El último paso consiste en unir las piezas para formar el producto final. Esto puede realizarse mediante: Soldadura Tornillos o sujetadores Engarzado Adhesivos industriales En sectores como la construcción naval, se utilizan métodos como la construcción por bloques, donde se fabrican secciones completas que posteriormente se integran en la estructura final. Eficiencia en cada etapa La combinación de estas tres técnicas permite lograr piezas metálicas de alta calidad, optimizando costos, reduciendo tiempos de producción y garantizando un rendimiento confiable en aplicaciones industriales exigentes.

Servicio de corte por plasma para la industria de climatización HVAC En la instalación de sistemas HVAC para viviendas y edificios comerciales, el rendimiento no depende únicamente del equipo seleccionado, sino también de la correcta fabricación e instalación de cada uno de sus componentes. Aunque los fabricantes de equipos destacan la eficiencia energética de sus sistemas, esta solo se alcanza cuando los conductos y piezas metálicas están diseñados y fabricados conforme a las necesidades específicas de cada proyecto. Los fabricantes metalmecánicos desempeñan un papel clave en la creación de ductos personalizados y componentes especiales que garantizan un flujo de aire eficiente, reducen pérdidas energéticas y optimizan el desempeño del sistema HVAC. Importancia de la fabricación a medida Si bien existen componentes prefabricados disponibles en el mercado, cada edificio presenta condiciones arquitectónicas y operativas distintas. La fabricación a medida permite desarrollar sistemas de conductos adaptados al diseño del inmueble, evitando sobreesfuerzos del equipo HVAC y un incremento innecesario en el consumo de energía. Riesgos de utilizar ductos prefabricados El uso de ductos estándar puede generar problemas de eficiencia y durabilidad. Conductos sobredimensionados obligan al sistema a trabajar con mayor volumen de aire, aumentando el consumo energético; mientras que ductos de menor tamaño pueden deteriorarse prematuramente por la presión constante del flujo de aire. Por esta razón, las empresas HVAC suelen recurrir a fabricantes especializados para asegurar soluciones precisas y confiables. Componentes HVAC que requieren fabricación personalizada Además de los ductos, muchos sistemas HVAC incorporan elementos fabricados a medida como campanas de ventilación, extractores industriales y conductos especiales para laboratorios, cocinas comerciales e instalaciones industriales. Estos componentes deben producirse siguiendo planos técnicos detallados, donde la precisión es fundamental. Materiales utilizados en sistemas HVAC Los materiales más comunes en la fabricación HVAC incluyen aluminio, por su ligereza y facilidad de manejo, y acero galvanizado, cuya capa de zinc proporciona mayor resistencia, durabilidad y protección contra fugas. Tecnología de corte por plasma CNC Para lograr altos niveles de precisión y repetibilidad, los fabricantes especializados utilizan mesas de corte por plasma CNC y, en algunos casos, corte por chorro de agua. Estas tecnologías permiten fabricar piezas exactas, optimizar tiempos de producción y asegurar acabados de calidad industrial.

Corte plasma con oxígeno El corte plasma se define como “un proceso de corte donde se genera un arco plasma constreñido en la boquilla de corte y se focaliza en un área pequeña del material base generando una densidad de energía lo suficiente elevada para vaporizar y/o fundir el metal; el material fundido es desalojado por la fuerza del chorro plasma proyectado”. Corte por plasma con oxígeno En el corte plasma con oxígeno, el oxígeno se usa como el gas de plasma en vez de nitrógeno o aire. El oxígeno en el chorro plasma tiene un efecto similar en el acero al que tiene el oxicorte; produce una reacción exotérmica que incrementa la velocidad del corte. Es posible conseguir velocidades de corte similares a las que se consiguen con el corte con nitrógeno con una menor intensidad. El corte con oxígeno se utiliza principalmente en el corte de acero al carbono. Limitaciones del corte plasma con oxígeno El corte plasma convencional (con nitrógeno) usa electrodos de tungsteno que no pueden usarse en un entorno con oxigeno. Para cortar con oxígeno es necesario usar electrodos aleados con Hafnio. El hafnio debe de mantenerse frio y se limita la capacidad de corriente de la antorcha para asegurar una vida de uso mas larga al electrodo.
Las siglas CNC corresponden a Control Numérico Computarizado, un sistema de programación utilizado para generar instrucciones automáticas destinadas al control de máquinas-herramienta, permitiendo el mecanizado de piezas con altos niveles de precisión y repetibilidad. Las máquinas CNC incorporan un software capaz de operar distintos equipos como tornos, fresadoras, molinos o cortadoras láser. Este sistema puede ser gestionado por el operario directamente desde el panel de control de la máquina o a través de un ordenador externo. Es importante señalar que la programación CNC difiere de la programación informática tradicional. Se trata de una metodología altamente especializada, basada en la definición de operaciones estructuradas en ciclos e intervalos específicos, representados mediante combinaciones de letras y números. En esencia, este sistema se centra en el control preciso de los movimientos que realiza la máquina a través de sus herramientas de corte, indicando desplazamientos exactos para cada eje de coordenadas. Por ejemplo, los ejes X y Y en un torno CNC, X, Y y Z en fresadoras CNC que incorporan movimientos verticales, o incluso configuraciones con múltiples ejes adicionales. Dentro de un programa CNC pueden identificarse dos grandes grupos de información: Datos geométricos: relacionados con las dimensiones finales de la pieza, la descripción de los recorridos de la máquina, la ubicación de la pieza en el área de trabajo y los puntos de referencia necesarios. Datos tecnológicos: incluyen información sobre las herramientas, las funciones auxiliares de la máquina y las condiciones de corte. Por último, el mecanizado CNC comprende una amplia variedad de operaciones controladas por ordenador, que pueden ser de tipo mecánico, químico, eléctrico o térmico, todas orientadas a obtener la pieza final conforme a los requisitos establecidos. Asimismo, existen distintos métodos y tipos de programación CNC que permiten adaptar el proceso a cada aplicación específica.

Producción en serie con pantógrafo CNC: eficiencia garantizada La producción en serie con pantógrafo CNC ha revolucionado la forma en que las industrias fabrican productos, permitiendo una mayor eficiencia, calidad y consistencia. En este artículo te contamos cómo implementar esta herramienta para garantizar una mayor eficiencia y calidad del producto final. Cómo funciona la producción en serie con un pantógrafo CNC La producción en serie con un pantógrafo CNC es una forma eficiente de fabricar lotes de piezas idénticas y complejas de manera automatizada. Para ello, utilizan un software que controla la máquina para realizar cortes precisos sobre diversos materiales. Diseño y programación: Se crea un diseño digital en un software de CAD (diseño asistido por computadora) y se exporta a un programa CAM (fabricación asistida por computadora). Control de la máquina: El programa CAM genera las instrucciones de corte para el pantógrafo CNC, las cuales son procesadas por un ordenador. Preparación del material: Se carga el material, como chapas de metal, sobre la mesa de trabajo de la máquina. Ejecución del corte: El pantógrafo CNC, controlado por los datos del software, se encarga de realizar los cortes de forma automática y precisa, replicando el diseño en cada pieza. Producción continua: La máquina opera de manera continua, produciendo múltiples piezas con la misma calidad y precisión durante largas horas, con una mínima intervención del operario. Implementación de pantógrafos CNC en el proceso productivo Para poder aprovechar al máximo las ventajas proporcionadas por los pantógrafos CNC, las empresas deben seguir un enfoque estructurado en su implementación. Evaluación de necesidades Antes de adoptar esta tecnología, es crucial realizar un análisis exhaustivo de las necesidades de producción y los objetivos comerciales. Identificar áreas donde la eficiencia puede mejorarse es el primer paso hacia la implementación exitosa de un pantógrafo CNC. Selección del equipo Existen diferentes modelos y especificaciones en el mercado, por lo que es importante elegir uno que se adapte a las características de producción deseadas. Factores como la velocidad de corte, la capacidad de manejo de distintos materiales y el tamaño de la mesa de trabajo deben ser considerados. Capacitación del personal Los trabajadores deben estar familiarizados con el software y la operación de la máquina, así como con la realización de mantenimientos básicos. Invertir en la capacitación adecuada garantiza que el personal pueda maximizar la eficacia del pantógrafo CNC y minimizar tiempos de inactividad. Integración en el proceso de producción La integración efectiva del pantógrafo CNC dentro del proceso de producción existente puede requerir ajustes en la línea de ensamblaje y en la logística. Es recomendable desarrollar un plan que contemple cómo será la interacción entre la nueva máquina y los equipos actuales, asegurando que este cambio fluya sin problemas. Principales ventajas de la producción en serie con pantógrafo CNC Esta tecnología avanzada se basa en sistemas de control numérico que interpretan instrucciones digitales, proporcionando un nivel de automatización que minimiza errores y maximiza la producción. En este orden, ofrecen valiosas ventajas, entre ellas: Precisión y consistencia Uno de los beneficios más destacados de utilizar un pantógrafo CNC es su capacidad para mantener altos niveles de precisión a lo largo de la producción. Un simple error en la medición puede resultar en costos de reprocesamiento y desperdicio de materiales. Con un pantógrafo CNC, cada pieza producida es idéntica, lo que asegura la calidad y la coherencia del producto final. Reducción de costos La automatización del proceso a través de un pantógrafo CNC reduce significativamente los costos operativos. La maquinaria puede funcionar durante largas horas sin descanso, lo que resulta en un aumento de la producción. Además, al minimizar el rechazo de piezas defectuosas, las empresas ahorran recursos valiosos que de otro modo se desperdiciarían. Flexibilidad en el diseño Los sistemas CAD/CAM utilizados en conjunción con pantógrafos CNC permiten a los diseñadores modificar rápidamente los planos sin necesidad de inversiones adicionales. Esta flexibilidad es invaluable en mercados donde las tendencias cambian rápidamente y la capacidad de adaptación puede determinar el éxito o el fracaso de un producto. Mejora en la seguridad laboral La incorporación de pantógrafos CNC reduce la exposición de los operarios a situaciones peligrosas. La mayoría de las operaciones de corte y grabado se realizan de manera automática, disminuyendo así la probabilidad de accidentes laborales. Los trabajadores pueden centrarse en supervisar el funcionamiento de la máquina y realizar tareas relacionadas, evitando el contacto directo con las herramientas de corte.

Producción en serie con pantógrafo CNC: eficiencia garantizada La producción en serie con pantógrafo CNC ha revolucionado la forma en que las industrias fabrican productos, permitiendo una mayor eficiencia, calidad y consistencia. En este artículo te contamos cómo implementar esta herramienta para garantizar una mayor eficiencia y calidad del producto final. Cómo funciona la producción en serie con un pantógrafo CNC La producción en serie con un pantógrafo CNC es una forma eficiente de fabricar lotes de piezas idénticas y complejas de manera automatizada. Para ello, utilizan un software que controla la máquina para realizar cortes precisos sobre diversos materiales. Diseño y programación: Se crea un diseño digital en un software de CAD (diseño asistido por computadora) y se exporta a un programa CAM (fabricación asistida por computadora). Control de la máquina: El programa CAM genera las instrucciones de corte para el pantógrafo CNC, las cuales son procesadas por un ordenador. Preparación del material: Se carga el material, como chapas de metal, sobre la mesa de trabajo de la máquina. Ejecución del corte: El pantógrafo CNC, controlado por los datos del software, se encarga de realizar los cortes de forma automática y precisa, replicando el diseño en cada pieza. Producción continua: La máquina opera de manera continua, produciendo múltiples piezas con la misma calidad y precisión durante largas horas, con una mínima intervención del operario. Implementación de pantógrafos CNC en el proceso productivo Para poder aprovechar al máximo las ventajas proporcionadas por los pantógrafos CNC, las empresas deben seguir un enfoque estructurado en su implementación. Evaluación de necesidades Antes de adoptar esta tecnología, es crucial realizar un análisis exhaustivo de las necesidades de producción y los objetivos comerciales. Identificar áreas donde la eficiencia puede mejorarse es el primer paso hacia la implementación exitosa de un pantógrafo CNC. Selección del equipo Existen diferentes modelos y especificaciones en el mercado, por lo que es importante elegir uno que se adapte a las características de producción deseadas. Factores como la velocidad de corte, la capacidad de manejo de distintos materiales y el tamaño de la mesa de trabajo deben ser considerados. Capacitación del personal Los trabajadores deben estar familiarizados con el software y la operación de la máquina, así como con la realización de mantenimientos básicos. Invertir en la capacitación adecuada garantiza que el personal pueda maximizar la eficacia del pantógrafo CNC y minimizar tiempos de inactividad. Integración en el proceso de producción La integración efectiva del pantógrafo CNC dentro del proceso de producción existente puede requerir ajustes en la línea de ensamblaje y en la logística. Es recomendable desarrollar un plan que contemple cómo será la interacción entre la nueva máquina y los equipos actuales, asegurando que este cambio fluya sin problemas. Principales ventajas de la producción en serie con pantógrafo CNC Esta tecnología avanzada se basa en sistemas de control numérico que interpretan instrucciones digitales, proporcionando un nivel de automatización que minimiza errores y maximiza la producción. En este orden, ofrecen valiosas ventajas, entre ellas: Precisión y consistencia Uno de los beneficios más destacados de utilizar un pantógrafo CNC es su capacidad para mantener altos niveles de precisión a lo largo de la producción. Un simple error en la medición puede resultar en costos de reprocesamiento y desperdicio de materiales. Con un pantógrafo CNC, cada pieza producida es idéntica, lo que asegura la calidad y la coherencia del producto final. Reducción de costos La automatización del proceso a través de un pantógrafo CNC reduce significativamente los costos operativos. La maquinaria puede funcionar durante largas horas sin descanso, lo que resulta en un aumento de la producción. Además, al minimizar el rechazo de piezas defectuosas, las empresas ahorran recursos valiosos que de otro modo se desperdiciarían. Flexibilidad en el diseño Los sistemas CAD/CAM utilizados en conjunción con pantógrafos CNC permiten a los diseñadores modificar rápidamente los planos sin necesidad de inversiones adicionales. Esta flexibilidad es invaluable en mercados donde las tendencias cambian rápidamente y la capacidad de adaptación puede determinar el éxito o el fracaso de un producto. Mejora en la seguridad laboral La incorporación de pantógrafos CNC reduce la exposición de los operarios a situaciones peligrosas. La mayoría de las operaciones de corte y grabado se realizan de manera automática, disminuyendo así la probabilidad de accidentes laborales. Los trabajadores pueden centrarse en supervisar el funcionamiento de la máquina y realizar tareas relacionadas, evitando el contacto directo con las herramientas de corte.